Kontrola procesu
> pras ręcznych i pneumatycznych
EMG oferuje wszystkie rodzaje sterowania siłą nacisku i/lub suwu dzięki rozwiązaniom na bazie czujników ciśnienia i położenia, zapewniających 100% kontroli.
Jakość jest zapewniona poprzez kontrolę procesów przemysłowych:
> Stała kontrola jakości
> Opanowanie procesów p rodukcji
> Pełna kontrola końcowa
> Monitoring produkcji
Zabezpieczenie jakości polega na stałej kontroli pracy. Prasy EMG, wyposażone w czujniki siły i/lub ruchu umożliwiają uzyskanie identycznych detali na każdym etapie produkcji.
W przypadku nieosiągnięcia żądanych parametrów, rozpoznanie wady jest natychmiastowe, jednostka onitorująca wysyła sygnał „OK“ lub „NOK“ na monitor, sygnał dźwiękowy lub zablokuje detal na miejscu.
Ten sygnał umożliwia operatorowi natychmiast odizolować wadliwy detal.
Informacje są zapisane w jednostce sterującej i można je eksportować do PC w celu analizy, statystyki lub archiwizacji.
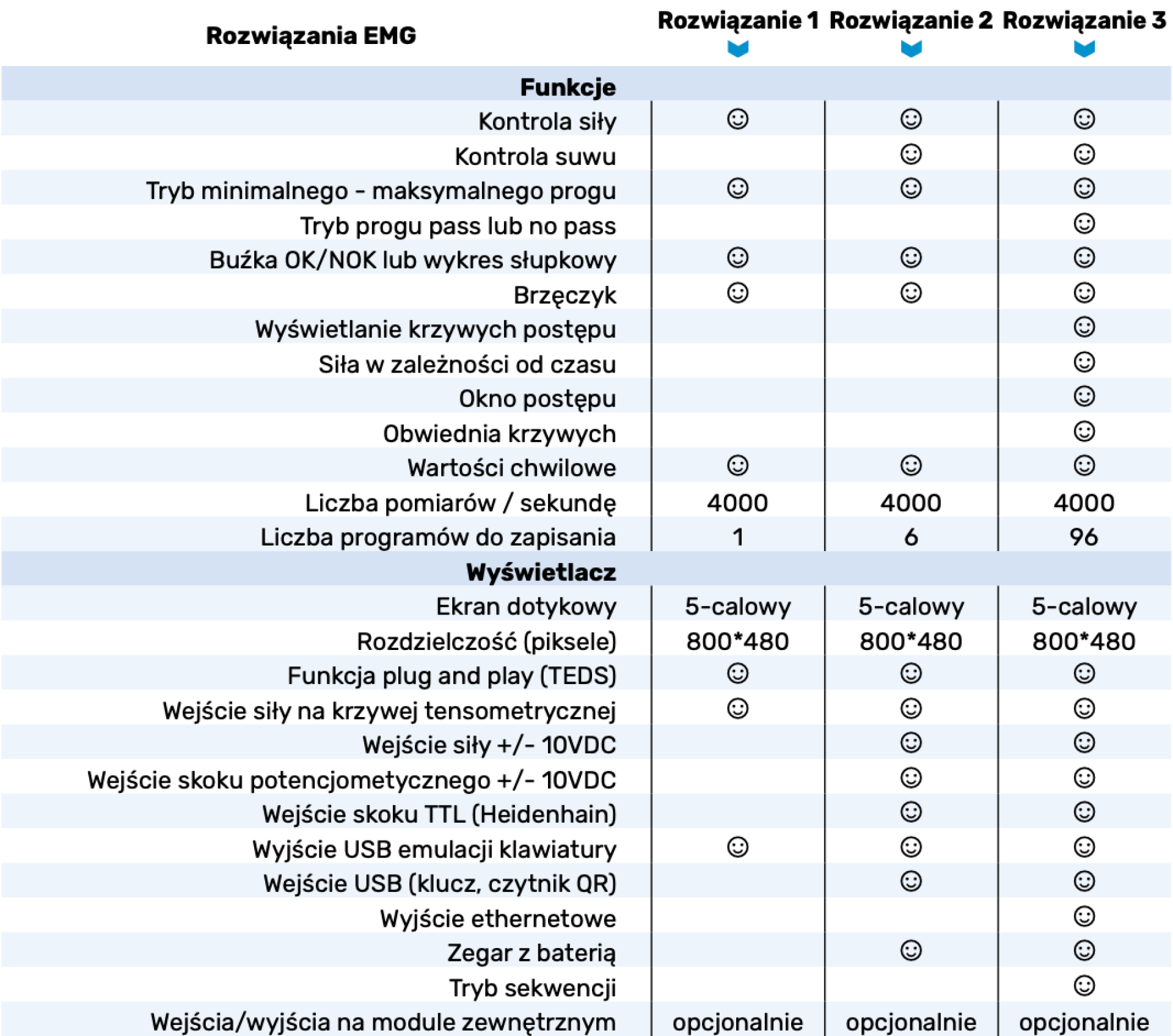
W asortymencie dostępne są trzy standardowe rozwiązania.
> Konkretne rozwiązania mogą być proponowane zgodnie z potrzebami klienta
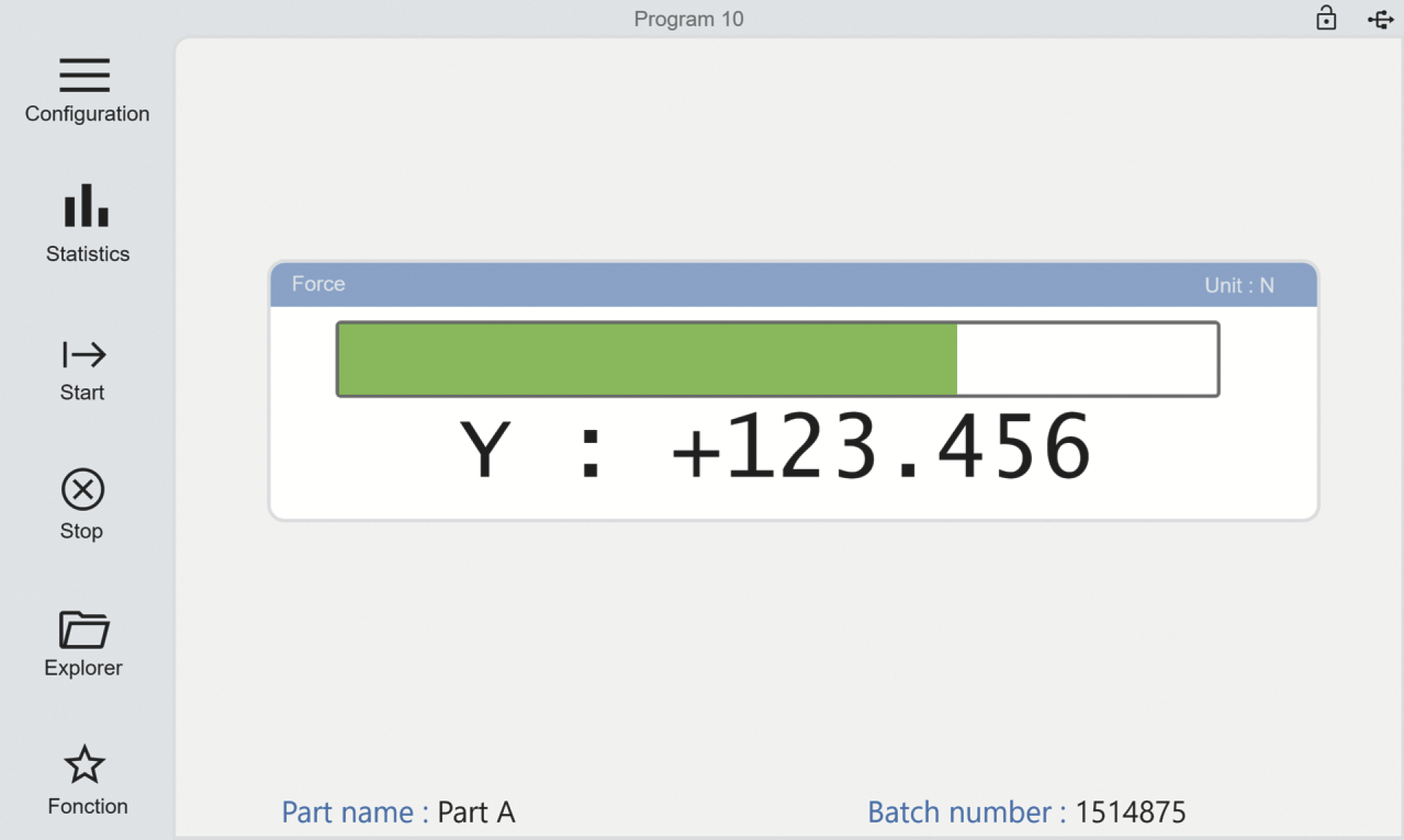
Rozwiązanie 1
> Sila
> Progi mini / maxi
Rozwiązanie 1 umożliwia natychmiastową ocenę siły lub wstępne ustawienie siły minimalnej i maksymalnej. Zielona lub czerwona buźka lub wykres słupkowy w połączeniu z brzęczykiem wskaże płynny przebieg cyklu prasy. Dostępne są również wartości szczytowe.
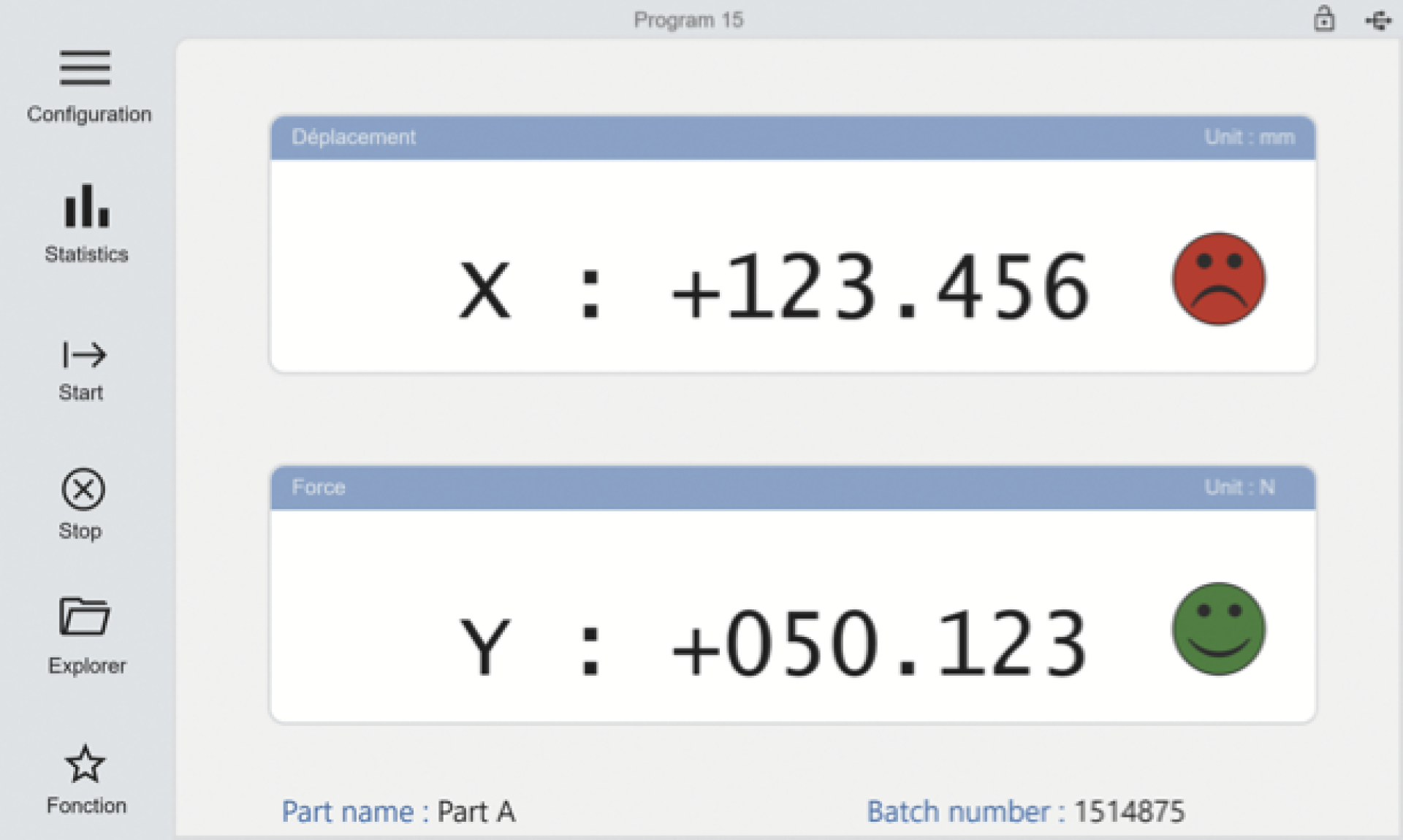
Rozwiązanie 2
> Sila
> Przemieszczenie
> Progi mini / maxi
Rozwiązanie 2 umożliwia natychmiastową ocenę siły i przemieszczenia lub wstępne ustawienie siły oraz
minimalnego i maksymalnego skoku. Zielona lub czerwona buźka lub wykres słupkowy w połączeniu z brzęczykiem wskaże płynny przebieg cyklu prasy. Dostępne są również wartości szczytowe.
Rozwiązanie 3
> Sila
> Przemieszczenie
> Krzywe
Rozwiązanie 3 umożliwia ocenę siły i przemieszczenia poprzez ustawienie progów, okien lub krzywych obwiedni. Krzywa oceny natychmiast pojawi się na ekranie. Zielona lub czerwona buźka w połączeniu z brzęczykiem wskaże, że cykl prasy przebiega płynnie.
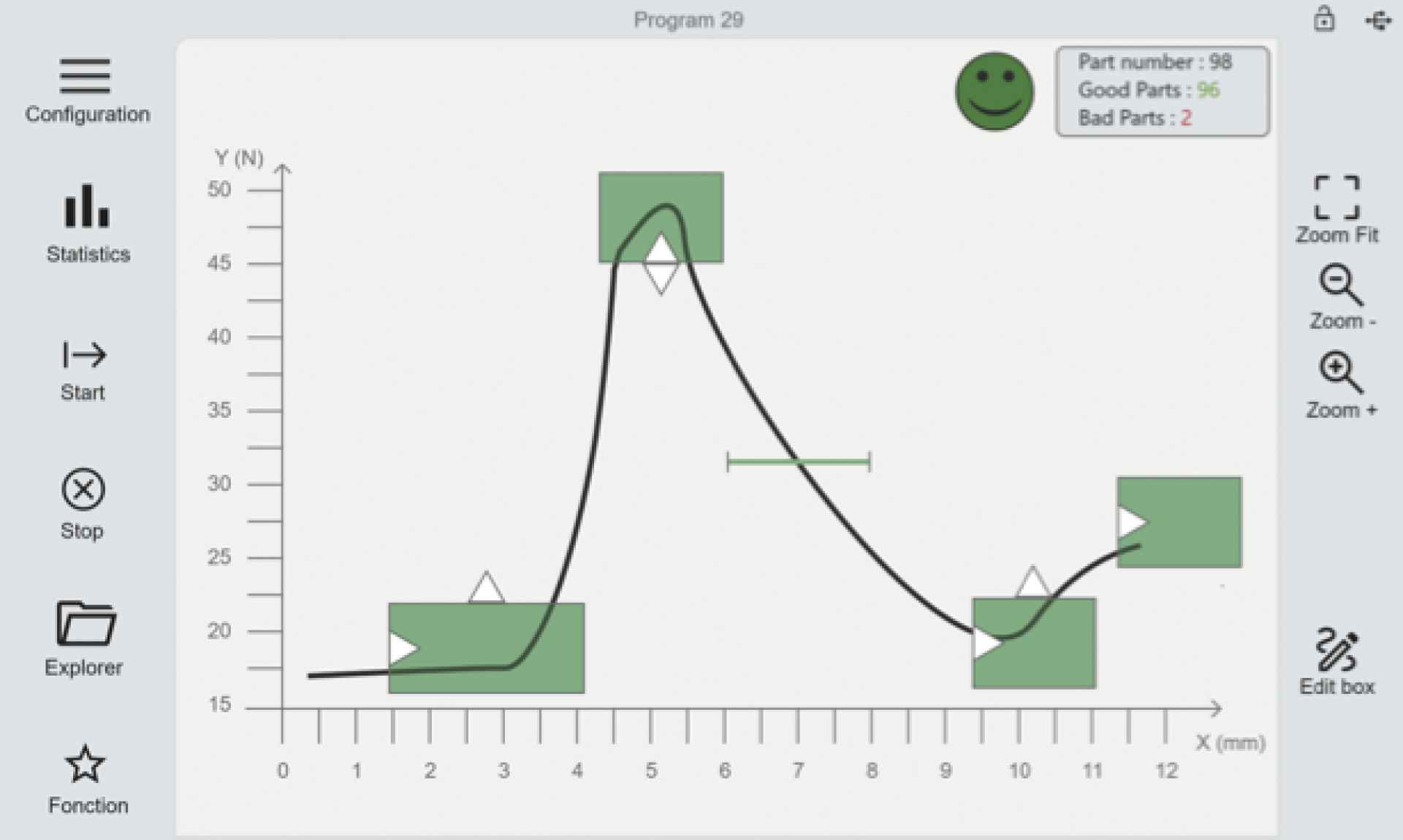
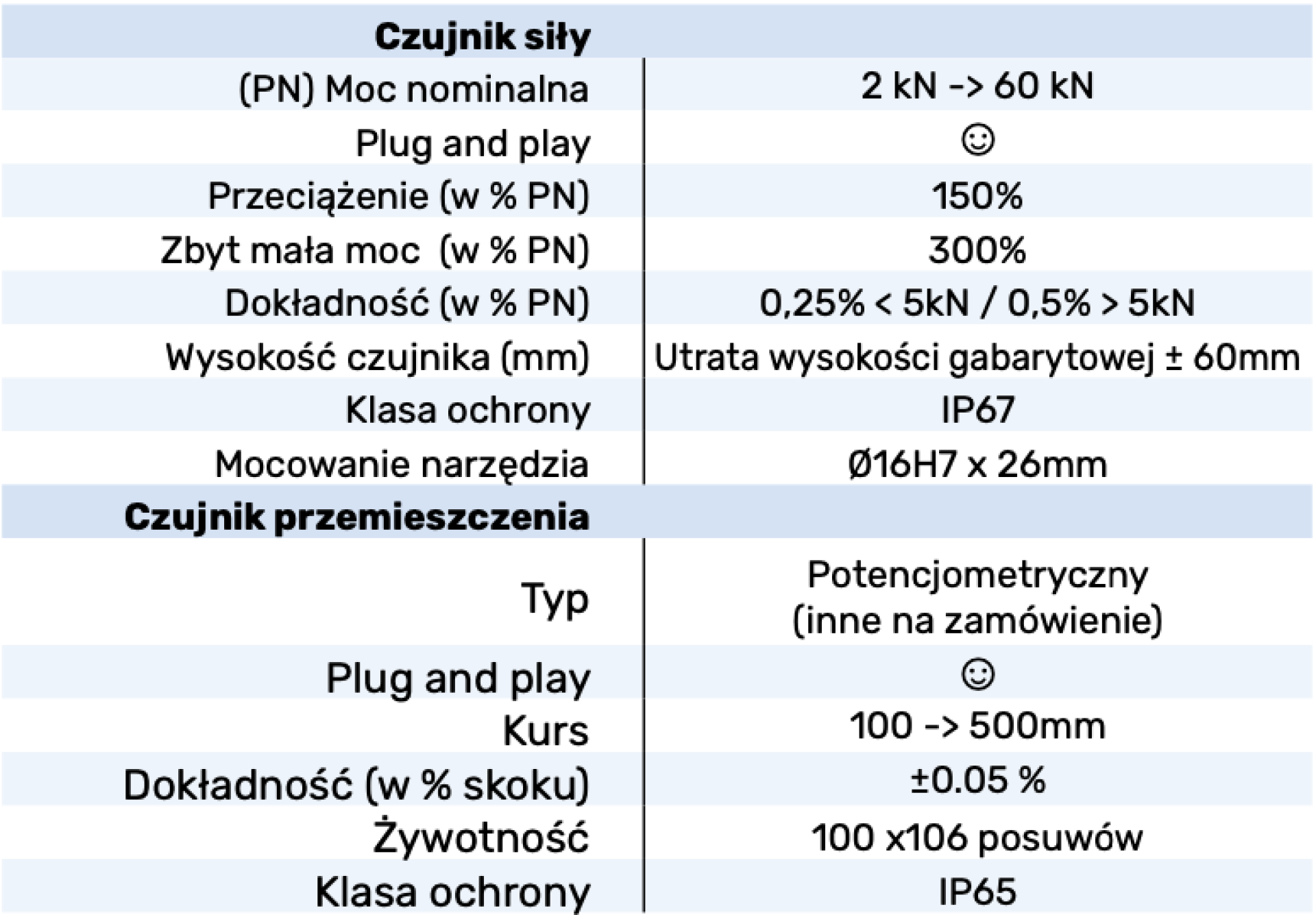
Tabela specyfikacji

Blog